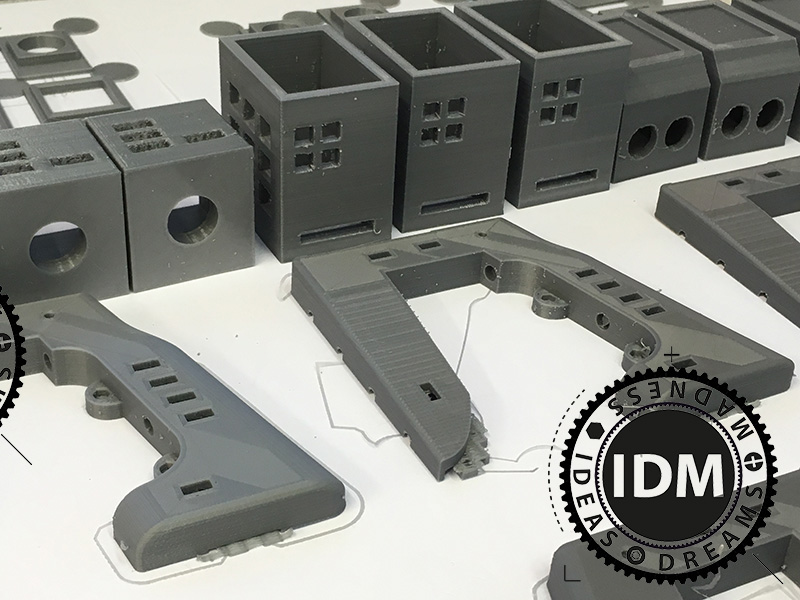
Today we received some sample 3D Prints from 3D Print Works using our Judge Dredd 2012 LawGiver STL files.
3D Print Works used their New VANISH Filament to create the 3D Printed supports, sliced using Simplify3D, and 3D printed on the Flash Forge Creator Pro using the dual head printing technique.
IDM 3DPrintWorks VANISH Filament
IDM 3DPrintWorks VANISH Filament
IDM 3DPrintWorks VANISH Filament
IDM 3DPrintWorks VANISH Filament
The next stage will be to dissolve the VANISH Filament away from the PLA Filament 3D printed parts simply by immersing the Prints in water for 20 minutes …
In Part.2 we will review the finished of the Underside of the Prints made using VANISH.
Previously the standard use of the same type of 3D Print material (PLA, ABS, etc) was used to support overhangs and usually resulted in a difficult removal of supports due to the same filament materials welding together (especially at finer 0.1 3d print resolutions) and rougher under-surfaces.
It is truly a challenging task to produce an item using FDM 3D Printing.
3D Printers (SLA or FDM 3D Printing) have unexpected time impacts; cleanup, smoothing, hardening, drying and support removal (pulling, splitting, cutting, sanding, filing).
I get so excited when a nice print comes out, then I am faced with having to spend another 10% to 50% more time cleaning the prints up (removing support) for our customers.
No matter how hard I try, there are always parts of a 3D Model KIT that require support layers, somewhere …
As soon as you conquer the issues of bed adhesion, layer separation, curling, rafts, support density, surface finish or resolution another issue pops it’s head up; temperatures, filament properties, mechanical changes on the printers, power-cuts or just gremlins who clog your nozzles or tie knots in your filament reels.
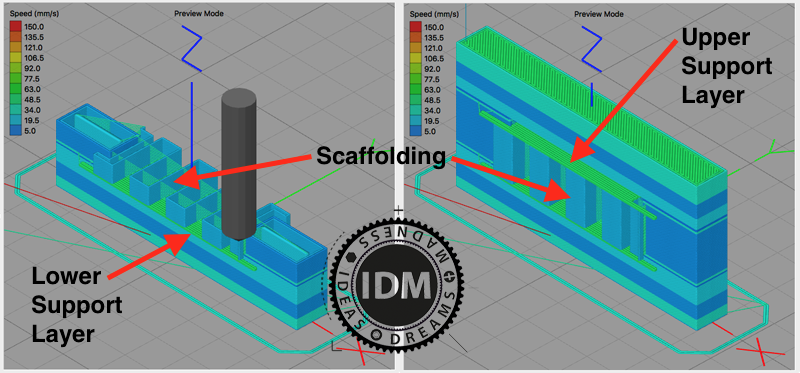
So without whining too much 🙂 and honestly for information, support and discussion … here is one facet of FDM 3D Printing that I would like to illustrate: Upper and Lower Support Layers
s3D Printer Supports and Layers in layman terms: Upper and Lower Support Layers are to aid in bridging, over gaps, holes and spaces. Essentially the 3D printer lays down filament like scaffolding, then puts boards over these spaces to make a more solid and supporting surface platform, and then lays down the models main body of filament an air-gap thickness over the top of these boards, thereby letting that air gap cool the filament as it is laid down so the 3D Printer filament does not stick to the boards and thereby allowing easy removal of the scaffold and boards when all is cooled down.
Note: Support Spacing is important.
Too much scaffold space and the boards sag.
Too many boards and it’s harder work to deconstruct all this.
Too few boards and they warp, up or down.
Note:Support Removal.
Let your prints cool way down.
The cooler they are the more brittle and slightly retract, contracted, shrunk the supports become making them a bit easier to remove from the more solid, harder and less affected body.
It may take a few days to get the best coolness, dryness brittleness … after the heat and fusion and catalysing effect of 3D Printing in the Filament.
You will find that the Upper sky-wards facing Vertical Separation layer setup will work quite well based on your experiments (keep a good record of all your prototype settings tests) until you find a setting that suits your 3D Printer, your Filament makes and your Workshop environment… everyone may be different! so copy settings and improve.
Our challenge was the Lower ground-facing Vertical Separation layer.
Here I found that less layers worked best … about 50% less. I think gravity on the filament due to the filaments softness from heat, sag, movement, etc was the impact/issue… the filament fell onto the body thereby reducing any air-gap and the filament then fused on more-so that the Upper sky-wards facing Vertical Separation layer. ?
Here are some photo’s to illustrate the above theory and processes.
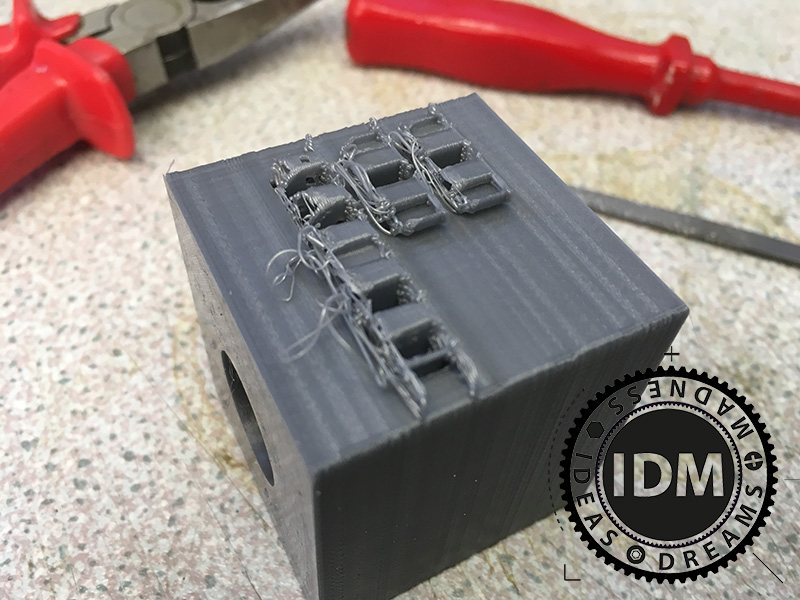
3D Print Support material – before removal
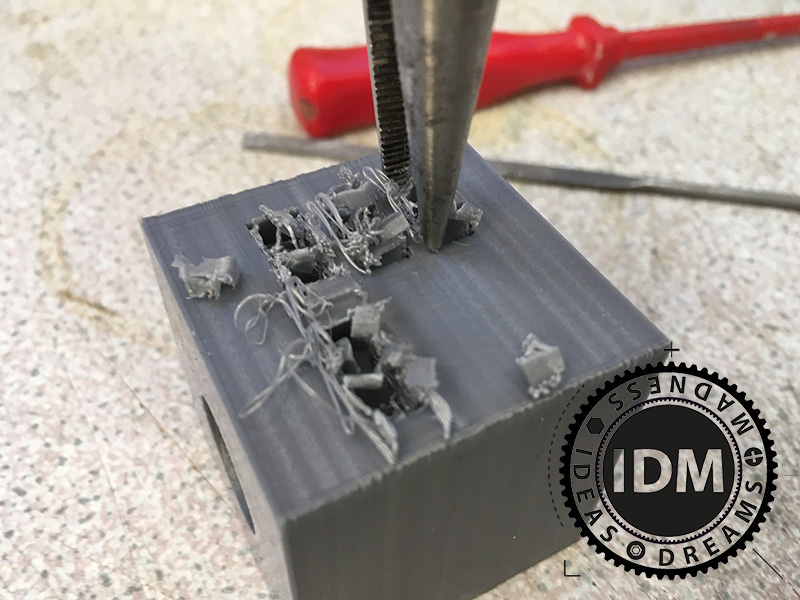
3D Print Support material – Step 1, pliers to pull out the ‘scaffold’ 3D Printed supports.
3D Print Support material – Step 2, pushing out any remaining ‘scaffold’ 3D Print support material.
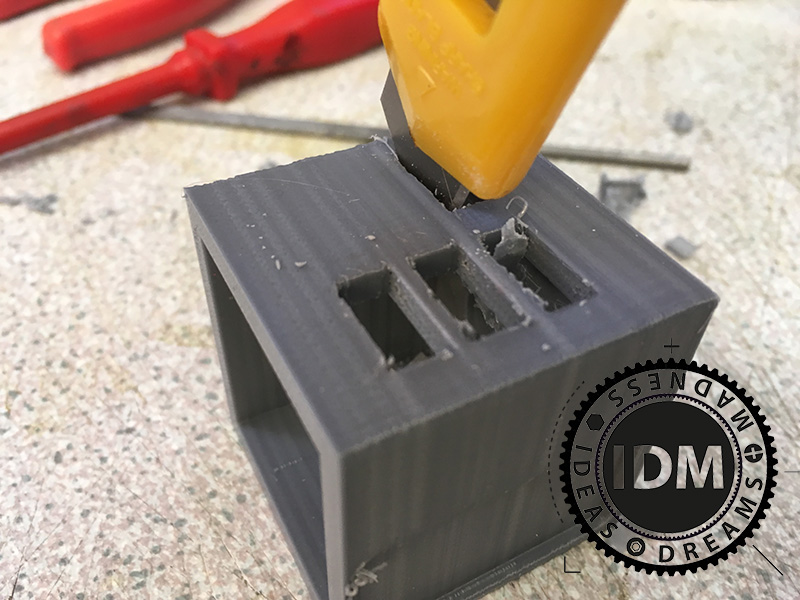
3D Print Support material – Step 3, slicing and trimming with a craft knife to separate the 3D Print support upper and lower support layers. ‘scaffold’ 3D Printed supports.
3D Print Support material – Step 4, using files to clean up the lower [ground-facing] support layers of 3D Print support.
3D Print Support material – the 3D Print support material removed from this particular single part of a KIT … and the tools used in the process.
3D Print Support material – removed. And parts acceptable for traditional COSplay model making and build processes.
Luckily, the need for supports is usually to do with internal or side-facing surfaces that are not (so) visible. The occasional external or downward facing surface that requires 3D Print Support (even after lengthy consideration of the 3d Print Model creation i9n CAD or the best 3D Print orientation) come out fine for the traditional Prop, COSplay or Model Making processes of filling or even are good enough to be covered by a few coats of primer filler undercoat paint 🙂







![3D Print Support material - Step 4, using files to cleanup the lower [ground-facing] support layers of 3D Print support.](https://www.idmimagineering.co.uk/wp-content/uploads/2017/01/2017-01-05-11.03.54.jpg)