3D scanning is a great asset to our design and imagination. At IDM, this process allows us to create complex shapes quickly into 3D CAD so that they can then be worked on from other creative software applications.
Original
3D Scanning
Reverse Engineering
We are looking forward to using our 3D scanners for body-sizing matching, weapon-grips, textures, creating props for film/tv production, cloning sculptured forms.
The possibilities are endless! for 3D Scannng.
Turning concepts from film and fiction into a reality, into something physical and memorable, is an integral part of what motivates us at IDM.
We are creative model makers based in Leeds (UK) with over 35 years experience using mixed media for individuals, organisations and global brands.
It is truly a challenging task to produce an item using FDM 3D Printing.
3D Printers (SLA or FDM 3D Printing) have unexpected time impacts; cleanup, smoothing, hardening, drying and support removal (pulling, splitting, cutting, sanding, filing).
I get so excited when a nice print comes out, then I am faced with having to spend another 10% to 50% more time cleaning the prints up (removing support) for our customers.
No matter how hard I try, there are always parts of a 3D Model KIT that require support layers, somewhere …
As soon as you conquer the issues of bed adhesion, layer separation, curling, rafts, support density, surface finish or resolution another issue pops it’s head up; temperatures, filament properties, mechanical changes on the printers, power-cuts or just gremlins who clog your nozzles or tie knots in your filament reels.
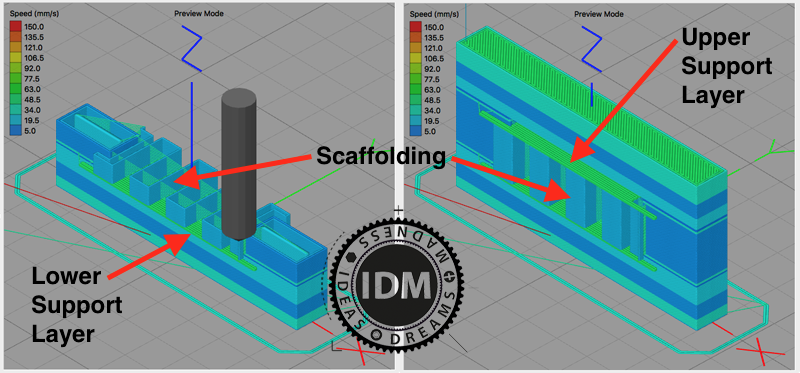
So without whining too much 🙂 and honestly for information, support and discussion … here is one facet of FDM 3D Printing that I would like to illustrate: Upper and Lower Support Layers
s3D Printer Supports and Layers in layman terms: Upper and Lower Support Layers are to aid in bridging, over gaps, holes and spaces. Essentially the 3D printer lays down filament like scaffolding, then puts boards over these spaces to make a more solid and supporting surface platform, and then lays down the models main body of filament an air-gap thickness over the top of these boards, thereby letting that air gap cool the filament as it is laid down so the 3D Printer filament does not stick to the boards and thereby allowing easy removal of the scaffold and boards when all is cooled down.
Note: Support Spacing is important.
Too much scaffold space and the boards sag.
Too many boards and it’s harder work to deconstruct all this.
Too few boards and they warp, up or down.
Note:Support Removal.
Let your prints cool way down.
The cooler they are the more brittle and slightly retract, contracted, shrunk the supports become making them a bit easier to remove from the more solid, harder and less affected body.
It may take a few days to get the best coolness, dryness brittleness … after the heat and fusion and catalysing effect of 3D Printing in the Filament.
You will find that the Upper sky-wards facing Vertical Separation layer setup will work quite well based on your experiments (keep a good record of all your prototype settings tests) until you find a setting that suits your 3D Printer, your Filament makes and your Workshop environment… everyone may be different! so copy settings and improve.
Our challenge was the Lower ground-facing Vertical Separation layer.
Here I found that less layers worked best … about 50% less. I think gravity on the filament due to the filaments softness from heat, sag, movement, etc was the impact/issue… the filament fell onto the body thereby reducing any air-gap and the filament then fused on more-so that the Upper sky-wards facing Vertical Separation layer. ?
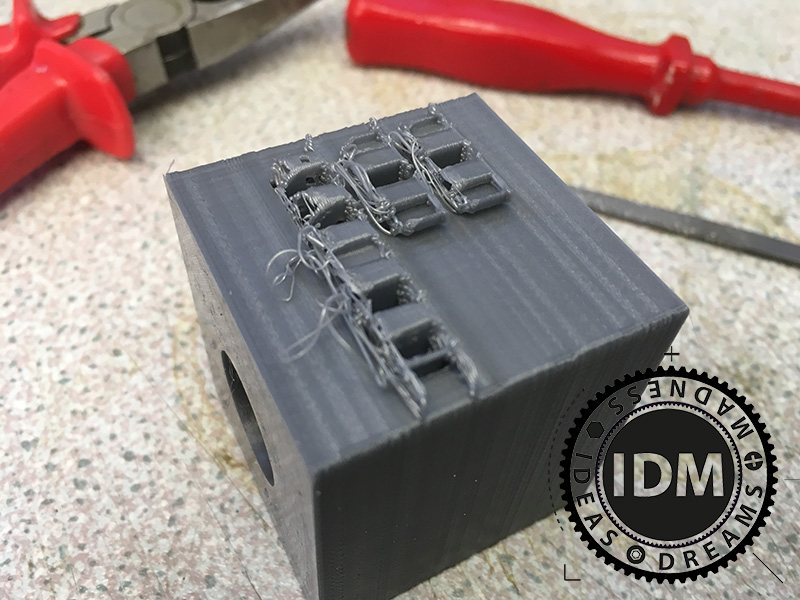
Here are some photo’s to illustrate the above theory and processes.
3D Print Support material – before removal
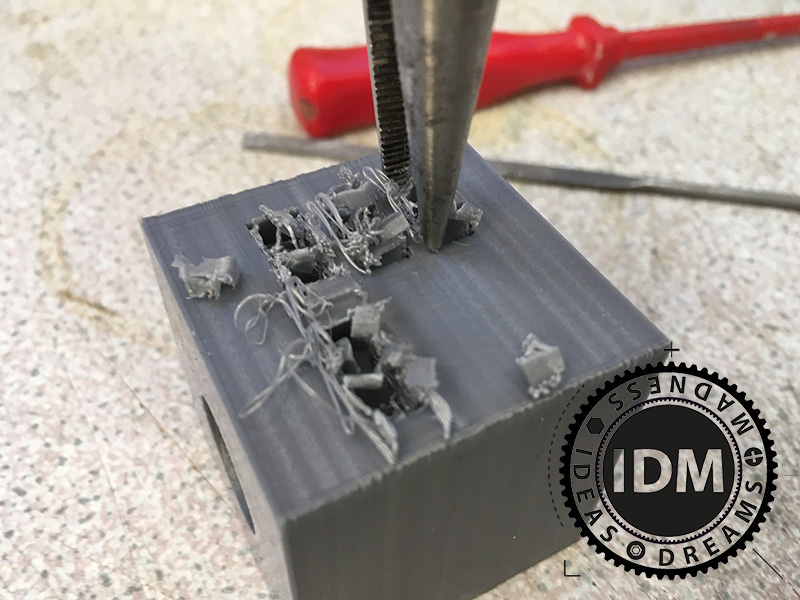
3D Print Support material – Step 1, pliers to pull out the ‘scaffold’ 3D Printed supports.
3D Print Support material – Step 2, pushing out any remaining ‘scaffold’ 3D Print support material.
3D Print Support material – Step 3, slicing and trimming with a craft knife to separate the 3D Print support upper and lower support layers. ‘scaffold’ 3D Printed supports.
3D Print Support material – Step 4, using files to clean up the lower [ground-facing] support layers of 3D Print support.
3D Print Support material – the 3D Print support material removed from this particular single part of a KIT … and the tools used in the process.
3D Print Support material – removed. And parts acceptable for traditional COSplay model making and build processes.
Luckily, the need for supports is usually to do with internal or side-facing surfaces that are not (so) visible. The occasional external or downward facing surface that requires 3D Print Support (even after lengthy consideration of the 3d Print Model creation i9n CAD or the best 3D Print orientation) come out fine for the traditional Prop, COSplay or Model Making processes of filling or even are good enough to be covered by a few coats of primer filler undercoat paint 🙂
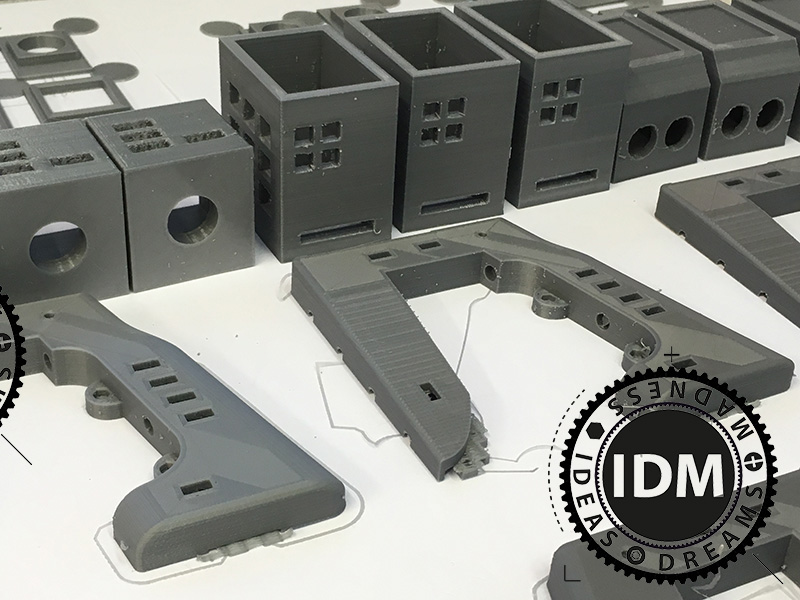
This is the making-of a 3D Print Commission from a Client; a styled replica of the Star (15cm wide) on the back of Lister’s Jacket from the Cult TV program Red Dwarf [Series 10, EP.1, Trojan]
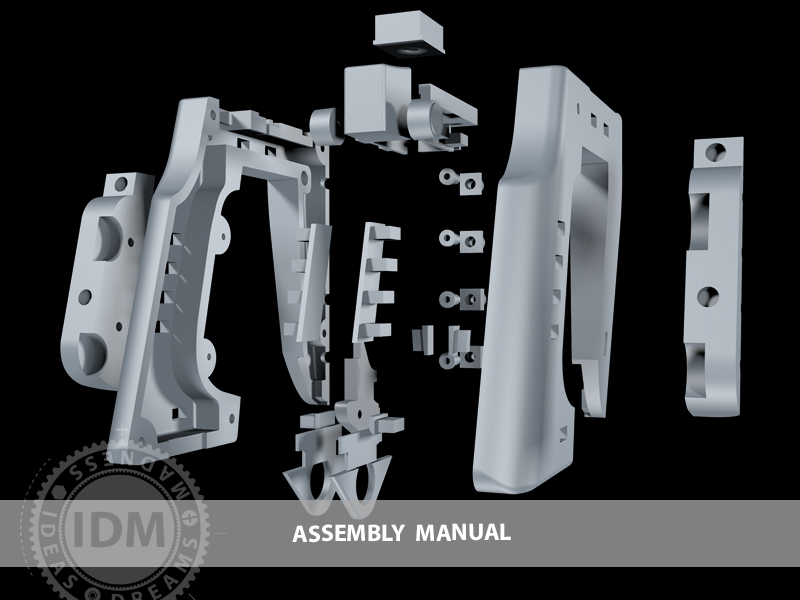
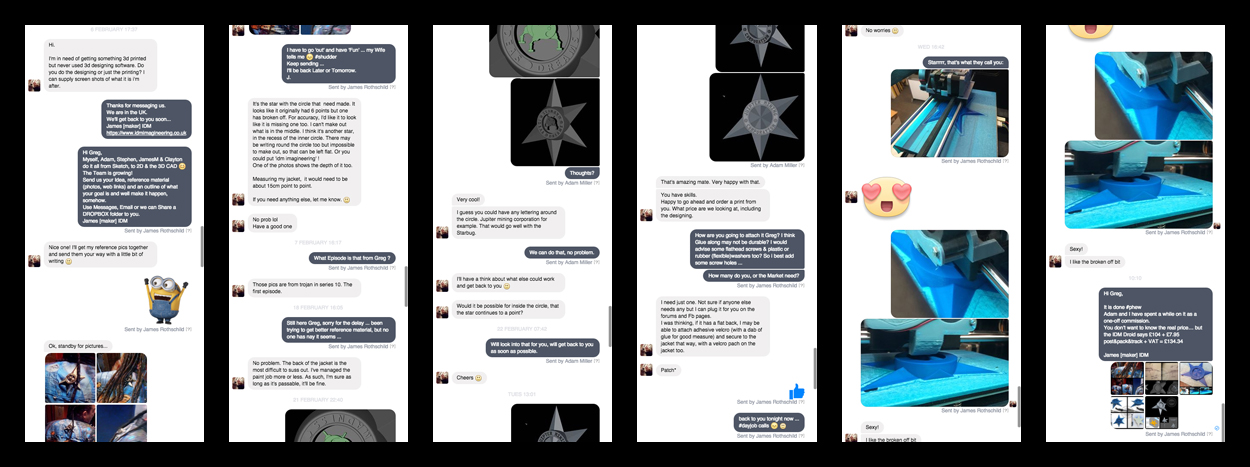
The Process to work with IDM on a Commission went like this …
This screenshot outlines the conversation, feedback and review with the Client as we develop their commissioned work…
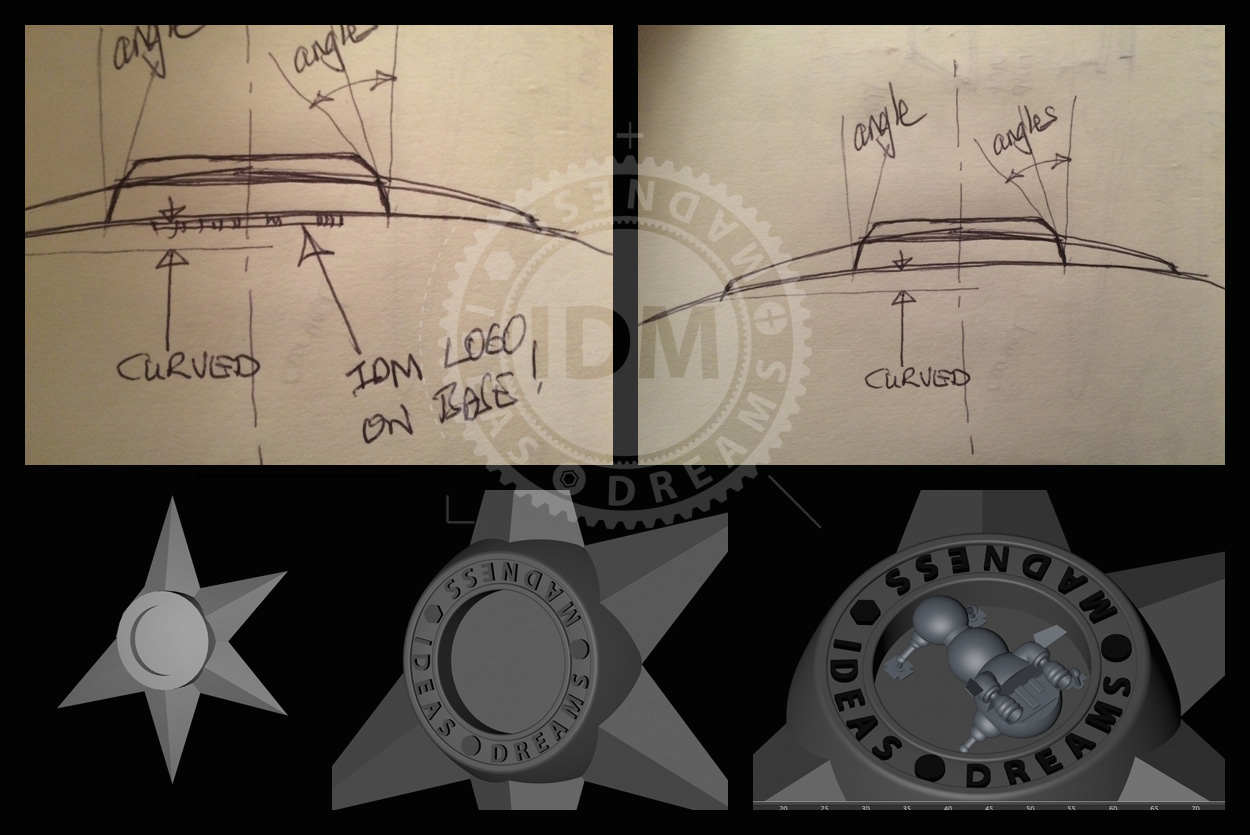
Research … that thing we all hated at School. Now it all makes sense …
We Sketch, Design, Consult and work our way through various 3D Computer Aided design Prototype designs …
We test print (many times) and then often return to 3D CAD and refine, refine, refine … then when it’s good we 3D Print, again.
After 3D Printing there is some cleanup and aesthetic considerations for weight, strength and mechanical fixing, glueing, more testing, testing, testing …
And then it’s MADE !
The project can go on from here to Painting or Mass Production Casting or multiple 3D Prints.
IDM can take your Concept from Start to Finish.
IDM Imagineering have been producing Custom Built Props and Special Effects for 4 years using a broad range of Technologies and Materials and supplying these to the UK and Internationally.
For a full outline of how we bring Ideas to Reality visit our website: https://www.idmimagineering.co.uk/3d-printing/
IDM Imagineering
Professional Equipment for SuperHEROs
London & LEEDS, UK.
#concepts #3dprint #props #prototypes #specialeffects #imagineering #reddwarf
IDM Imagineering – Professional Equipment for SuperHEROs
Be sure to see the Arizona Judges in their Judge Dredd COSplay and other great costume groups from Friday to Sunday evening at Amazing Arizona Comic Con! http://amazingarizonacomiccon.com/
The Judges are suited up with IDM COSplay kit, most notably you can see IDM’s high-resolution 3D Printed and Custom Named (3D CAD produced) Badges on their Vest Armour [image below], available at: https://www.idmimagineering.co.uk/shop/
IDM Imagineering have been producing Custom Built Props and Special Effects for 4 years using a broad range of Technologies and Materials and supplying these to the UKM and Internationally.
For a full outlines of how we bring Ideas to Reality visit our website: https://www.idmimagineering.co.uk/3d-services/
IDM Imagineering Professional Equipment for SuperHEROs London & LEEDS, UK.
Part of our list of Large Investments … FlashForge 3D Printer(s) for COSplay Prop Making.
IDM Imagineering 3D Printing Mass Production
Our open sourced FlashForge 3D Printer(s) are perfectly compatible with different slicing softwares and firmwares to access more functions and materials from PLA and ABS to Wood and Rubber.
One as not enough, so now we have access to 10 in-house and more remotely at 3D Print Works, the company that supplies us with our custom mixed filaments and advanced 3D Print engineering support.
We use these FlashForge 3D Printer(s) to Prototype Master Props for moulding and casting and we also use them to mass-produce COSplay props, badges, guns, toys and gadgets for all areas of COSplay costuming, armour and weapons.






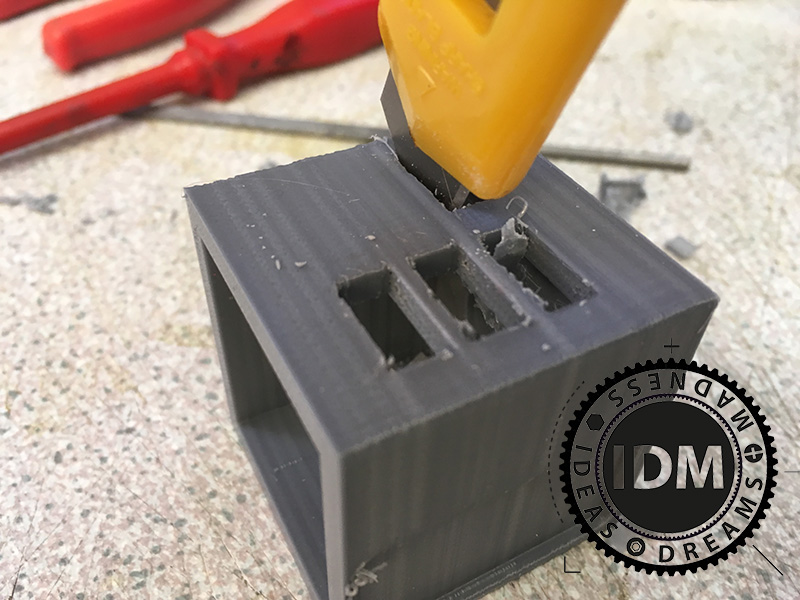
![3D Print Support material - Step 4, using files to cleanup the lower [ground-facing] support layers of 3D Print support.](https://www.idmimagineering.co.uk/wp-content/uploads/2017/01/2017-01-05-11.03.54.jpg)